[Koyo] Monitor PLC ผ่าน Smart Phone/Tablet ด้วย Ladder Tool

[Koyo] Monitor PLC ผ่าน Smart Phone/Tablet ด้วย Ladder Tool ” คุณเคยเจอปัญหาในการไปหน้างานเพื่อ monitor ladder ของ PLC ที่ต้องแบก Laptop และสายเคเบิลเชื่อมต่อไปที่หน้างาน เพื่อเชื่อมต่อเข้ากับ PLC “ Ladder Tool เป็น application บนระบบ Android ทำให้สามารถ monitor ladder ของ PLC ผ่านทาง smart phone หรือ tablet นอกจากนี้ยังสามารถแก้ไข ladder และสั่ง run/stop program ผ่าน Android device ของคุณได้ในทันทีอีกด้วย Koyo PLC : SJ Ethernet Series “ […]
[JTEKT] [KPP] Download & Install Koyo PLC Programming Software (EP.1)
[JTEKT] [KPP] Download & Install Koyo PLC Programming Software (EP.1) “ KPP Basic Training Guide EP.1 บทความนี้จะแนะนำเกี่ยวกับขั้นตอนการดาวน์โหลดและติดตั้งโปรแกรม Koyo PLC Programming Software ซึ่งเป็นซอฟต์แวร์สำหรับเขียนโปรแกรมของ PLC KOYO DL05/DL06, DL205, DL405, SJ-Ethernet, NK1, สามารถ Download ได้ ฟรี จากหน้าเว็บไซต์ของ KOYO” www.electronics.jtekt.co.jp/en/ Overview โปรแกรม Supported Model-DL05/06 Series : DL05, DL06,-DL205 Series : D2-230(SZ-3), DL-240(SZ-4), D2-250-1, D2-260, D2-260-1, D2-262, D2-263, D2-263-1, D2-265, D2-265-1, …,-PZ […]
[JTEKT] Introduction to KPP – Kostac PLC Programming Software (EP.2)
[JTEKT] KPP Software – Smart Kostac PLC Guide (EP.2)
Magnetic Contactor กับ Control Relay ต่างกันอย่างไร?

Magnetic Contactor กับ Control Relay ต่างกันอย่างไร? ” Control Relay กับ Magnetic Contactor นำมาใช้แทนกันได้หรือไม่ ? Control Relay รีเลย์ควบคุมเป็นอุปกรณ์ที่เปลี่ยนพลังงานไฟฟ้าให้เป็นพลังงานแม่เหล็ก สามารถสวิตซ์สั่งงานด้วยอินพุตต่างๆ เช่น PLC, Timer, Limit Switch หรืออุปกรณ์ควบคุมอื่นๆ เพื่อควบคุมโหลดทางไฟฟ้า โดยใช้แม่เหล็กไฟฟ้าในการเปิดหรือปิดวงจรในการตอบสนองต่อสัญญาณอินพุต หรือก็คือเมื่อขดลวดได้รับพลังงานก็จะสร้างสนามแม่เหล็กที่ดึงดูดชุดหน้าสัมผัส เพื่อควบคุมการไหลของพลังงานไฟฟ้าไปยังโหลด เนื่องจากมีโครงสร้างที่คล้ายๆแมกเนติกคอนแทคเตอร์จึงทนทานต่อสภาพอากาศและอุณหภูมิที่สูงได้ ทั้งยังถูกออกแบบให้ใช้ในงานเฉพาะและในสภาพแวดล้อมที่สมบุกสมบัน เหมาะสำหรับ การควบคุมมอเตอร์ การควบคุมแสงสว่าง หรือการควบคุมอุณหภูมิ Magnetic Contactor สวิตช์ตัดต่อวงจรไฟฟ้าที่ใช้ในระบบควบคุมโหลดไฟฟ้ากำลังสูง เมื่อขดลวดได้รับพลังงาน จะสร้างสนามแม่เหล็กที่ดึงชุดของหน้าสัมผัสเพื่อควบคุมการไหลของพลังงานไฟฟ้าไปยังโหลด เมื่อขดลวดไม่มีพลังงานก็จะกลับสู่ตำแหน่งเดิม และหน้าสัมผัสจะเปิดออก ซึ่งจะขัดขวางการไหลของพลังงานไฟฟ้าไปยังโหลด มักใช้ในระบบควบคุมอุตสาหกรรมเพื่อควบคุมมอเตอร์และโหลดไฟฟ้ากำลังสูง เนื่องจากมีพิกัดรองรับกระแสสูง มีโครงสร้างทแข็งแรง และยังออกแบบให้ใช้ร่วมกับโอเวอร์โหลดรีเลย์ เพื่อป้องกันกระแสไฟฟ้าที่มากจนเกินไป การเลือกใช้งาน ปัจจัยในการเลือกใช้งานว่าจะเป็น Magnetic Contactor หรือ Control Relay ในระบบควบคุมขึ้นอยู่กับข้อกำหนดเฉพาะของการใช้งาน […]
Terminal Block กับความปลอดภัย

Terminal Block กับความปลอดภัย ถึง Terminal Block จะเป็นเพียงจุดเชื่อมต่อเล็ก ๆ ซึ่งหลายคนมองว่าไม่สำคัญ เนื่องจากเทอร์มินอลบล็อคไม่เกี่ยวข้องกับความปลอดภัยโดยตรง แต่เป็นส่วนประกอบหนึ่งในด้านความปลอดภัยของระบบไฟฟ้า การเชื่อมต่อสายไฟที่มีจำนวนมากโอกาสที่จะเกิดความผิดพลาดในการติดตั้งจึงมีสูง ทั้งการดูแลและซ่อมบำรุง ไปจนถึงการตรวจสอบอาจทำได้ยากและต้องใช้เวลานาน ในกรณีของโรงงานอุตสาหกรรมที่มีการใช้งานกับเครื่องจักรที่มีมูลค่าสูง หุ่นยนต์อุตสาหกรรม ระบบอัตโนมัติ เครื่องมือ จนถึงระบบโครงสร้างทางไฟฟ้าต่าง ๆ ความเสียหายที่เกิดขึ้นอาจส่งผลให้เกิด Downtime ในระบบ หรือเกิดเพลิงไหม้ที่สร้างความเสียหายกับธุรกิจ ดังนั้นการเลือกใช้ Terminal Block ที่ได้มาตรฐานจึงเป็นอีกจุดหนึ่งที่สำคัญของโรงงานอุตสาหกรรม ในกรณีของความปลอดภัยที่เกี่ยวข้องกับ Terminal Block นั้นมีประเด็นที่ต้องทำความเข้าใจและระบุความต้องการใช้งานให้ชัดเจน เพื่อไม่ให้เกิดการเลือกใช้ผิดสเปคหรือเงื่อนไขที่มี สำหรับจุดที่ต้องคำนึงเกี่ยวกับความปลอดภัยในการใช้งาน Terminal มี 3 ประเด็น หลัก ดังนี้ Connection point จุดเชื่อมต่อของเทอร์มินัลบล็อก เพื่อใช้แยกวงจรหรืออุปกรณ์ป้องกันไม่ให้เกิดสัญญาณไฟฟ้ารบกวนระหว่างอุปกรณ์ Wire mark การติดฉลากหรือการระบุหมายเลข ก็จะง่ายต่อการแก้ไขปัญหาหรือการบำรุงรักษา เนื่องจากช่วยให้สามารถระบุการเชื่อมต่อของอุปกรณ์ภายในระบบได้อย่างรวดเร็ว Certificate เอกสารที่รับรองว่า เทอร์มินัลบล็อก ได้รับการทดสอบและเป็นไปตามมาตรฐานประสิทธิภาพหรือความปลอดภัย ช่วยให้มั่นใจได้ว่าอุปกรณ์ที่ใช้อยู่นั้นปลอดภัยและเชื่อถือได้ เนื่องจากเป็นอุปกรณ์ที่ทำงานกับสายไฟฟ้าและโลหะ จึงมีความร้อนสะสม นอกจากจะต้องทนกระแสไฟฟ้าได้แล้ว อีกหนึ่งในคุณสมบัติที่ขาดไม่ได้ […]
New! LED LIGHT BLOCK
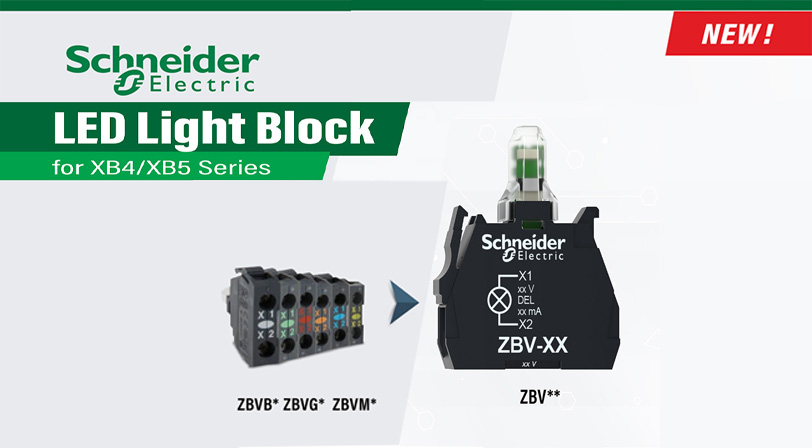
New! LED LIGHT BLOCK เปิดตัว LED Light Contact Version ใหม่ภายใต้แบรนด์สินค้า Schneider ที่จะมาในชื่อว่า ZBV-X1 ซึ่งพัฒนามาจากรุ่นเดิม โดยปรับปรุงความสว่างและแคปซูลสีเพื่อเปรียบเทียบให้เห็นความแตกต่าง ทำให้ได้ LED ที่มีแสงสว่างชัดเจนและง่ายต่อการติดตั้ง โดยเป็นพาร์ทประกอบของ XB4 และ XB5 ซึ่งขึ้นชื่อเรื่องความทนทาน ใช้งานง่าย และมีให้เลือกหลายรูปแบบ ไม่ว่าจะเป็น Illuminate Pushbutton หรือ Pilot lamp ทั้งขนาด 22mm. และ 30mm. หรือปุ่มกดแสดงสถานะชนิดอื่นๆ ที่อยู่ใน Series XB4/XB5 เพื่อความสะดวกในการควบคุมการทำงานของเครื่องจักรอุตสาหกรรม นอกจากจะออกแบบเพื่อตอบสนองความต้องการใช้งาน แล้ว ยังเป็นการลดระยะเวลารอคอยผลิตภัณฑ์ ทำให้การระบุโมเดลพาร์ททดแทนในการสั่งสินค้าง่ายขึ้น และเพื่อลดความซับซ้อนในการบริหารจัดการสต็อกให้กับตัวแทนจำหน่าย ทั้งยังใช้ชื่อใกล้เคียงกับโมเดลเดิมเพื่อป้องกันความสับสนในการระบุรุ่นทำให้ง่ายต่อการสั่ง โดยมีการใช้ Light Contact Block LED เพียงสีเดียว(สีขาว) แทนสีต่างๆที่มีอยู่ […]
Counter

Counters | Controllers KCV Series KCM Series TC-V Series KT-V Series KCV Series A preset counter that aggregates counts with functions that provide a large, two-color LED for display that is easy-to-read in a small DIN48x48 body. Dual output of predicted output and preset output can be set with settings for predicted output. Catalog Specification […]
Proximity Sensors

Proximity Sensors | พร็อกซิมิตี้เซนเซอร์ APS-S Series APS-M Series APS-11 Series APS-F Series APS-U Series CS-10 Series CS-16 Series CS-31 Series CS-85 Series APS-GMC Series APS-GMD Series APS-GK Series APS-30/31 Series APS-CK Series APS-S Series Extremely low price The ultra low price sensor helps reduce the cost. An extensive array of modelsIncludes the normal close type, […]
Encoders

Rotary Encoders | อุปกรณ์เข้ารหัสแบบหมุน TRD-MX Series TRD-SR Series TRD-N Series TRD-NH Series TRD-GK Series TRD-NA Series TRD-K Series TRD-MX Series φ25 Incremental TypeA very small design with 25 mm diameter, 29 mm depth and 4mm shaft Compact design but the lineup reaches 1,024 P/R; line-driver output type available Catalog Specification Pulse/revolution: 100, 200, 360, 500, […]
HMI

HMI | Programmable Touch Panel GC-A2 Series ViewJetAdvance GC-A2 Series TFT models Programmable Touch Panel – TFT models from 7-inch WVGA, 8.4-inch WVGA, and 10.4-inch WVGA– Screen transfer: Ethernet / USB (NOTE:GC-A24-RS is not supported to Ethernet)– PLC connection: Ethernet / Serial (NOTE:GC-A24-RS is not supported to Ethernet)– Supports SD card– Supports K-Basic– Drawing software […]